
TOOLMAKING
Expert Toolmaking: Precision, Process & Proven Experience
Our toolmaking team combines advanced technology with decades of hands-on expertise to deliver high-performance injection mould tools. From concept and CAD design, to precision machining and final assembly, our experienced team ensures every mould is built for efficiency, durability and consistent production performance.
What is a Tool?
An injection moulding tool – often referred to as a mould or die – is a highly engineered unit used to form plastic components through the injection moulding process. Positioned within an injection moulding machine, it creates the final shape by confining molten plastic within a defined cavity under high pressure.
Tools are commonly produced from materials like hardened steel, pre-hardened steel, or aluminium, each selected for their strength and thermal properties.
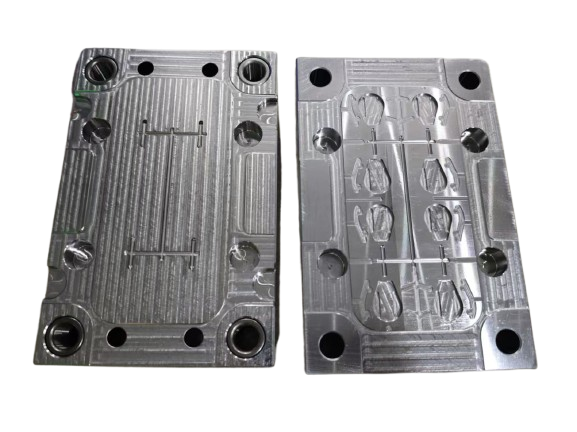
The tool is made up of two main sections: the core and the cavity. When brought together inside the machine, they create a void that matches the geometry of the desired part. Heated molten plastic is forced into this space, then cooled until it solidifies.
After solidification, the tool opens along the parting line, and mechanical ejectors release the finished product. Each tool is purpose-built to match the specific design and tolerance requirements of the component it produces, ensuring both cost-efficient production and consistent part quality of parts.
Typical Tooling Timeline
-
Stage 1
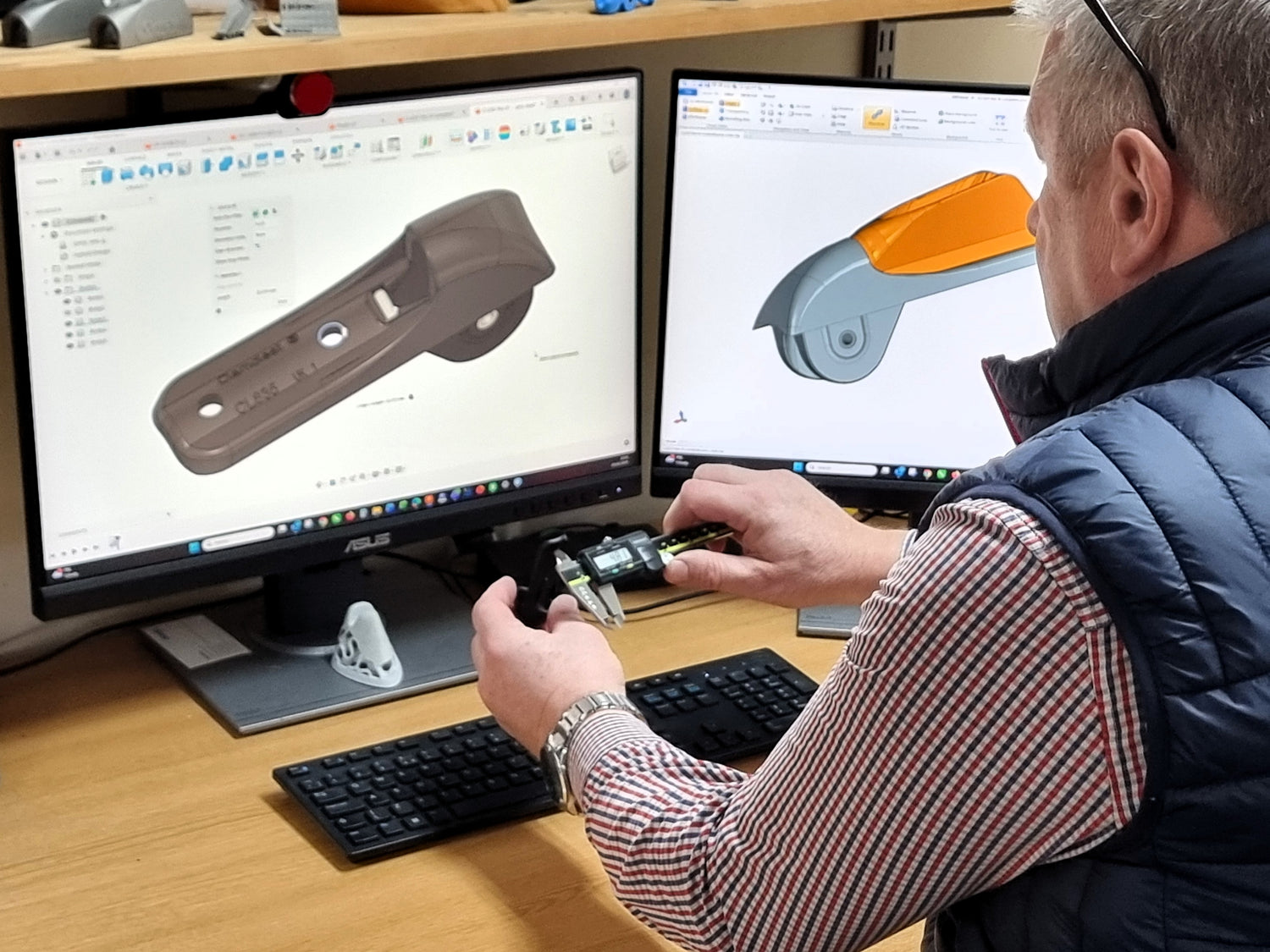
Product Design
Turning your concept into a mould-ready design -
Stage 2
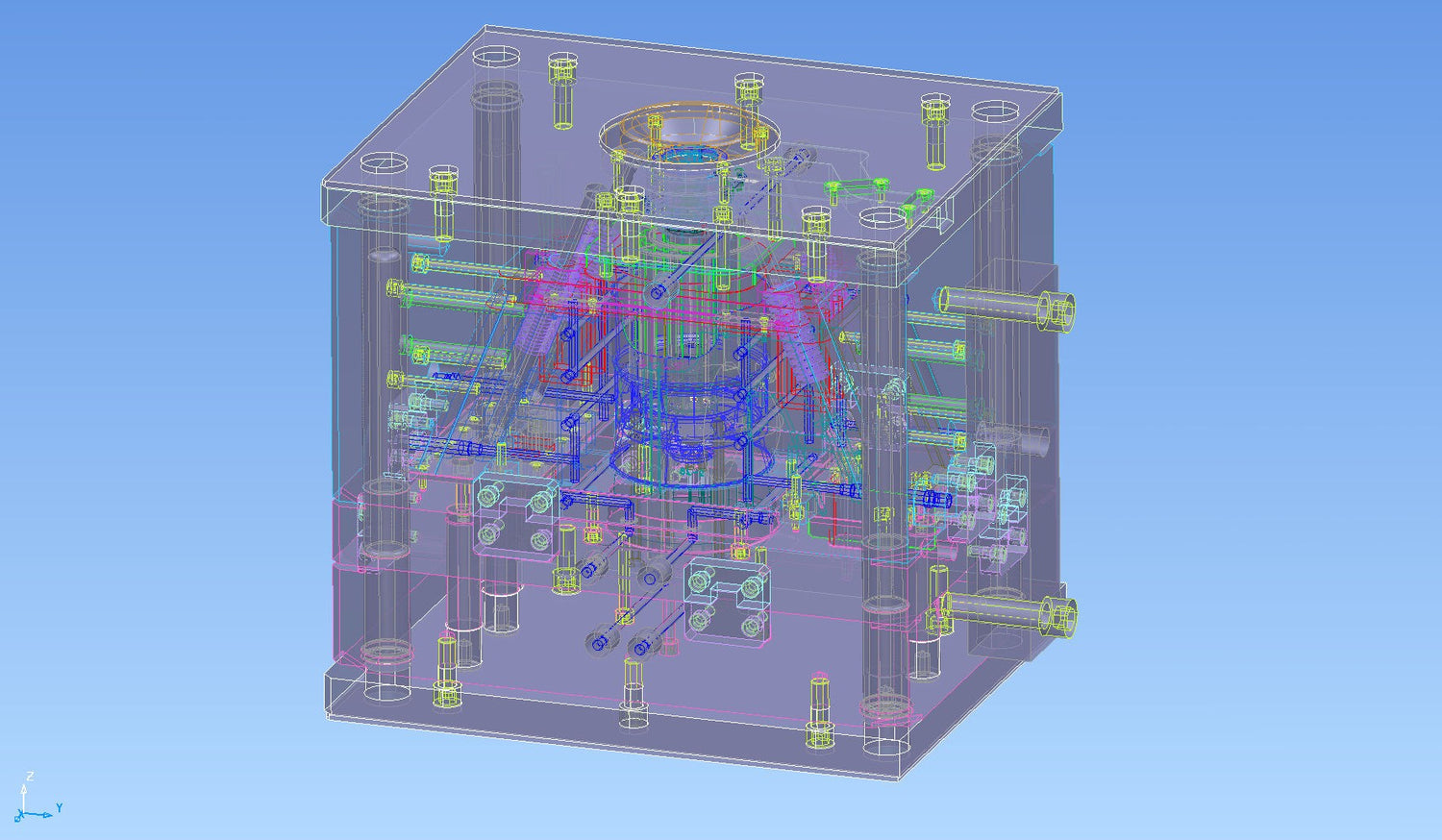
Tool Design
Engineering a precision mould to match the product -
Stage 3
Tool Manufacture
Crafting the mould using precision engineering -
Stage 4
Tool Trialling
Testing and fine-tuning for flawless production -
Stage 5
Tool Completion
Final approval and preparation for production
Designing a tool - Key Considerations
Material Selection
The material used to manufacture an injection moulding tool significantly influences its performance, service life, and cost-efficiency. For high-volume production environments, steel is preferred due to its durability and resistance to wear. In contrast, aluminium is commonly used for lower-volume manufacturing or prototyping, offering quicker machining and reduced upfront costs.
Cavity Configuration
Tool productivity is largely dictated by how many cavities are built into the mould. A tool with a single cavity yields one part per cycle, whereas multi-cavity configurations allow for the simultaneous production of multiple identical parts. This shortens overall cycle times and increases throughput.
Thermal Management: Cooling Systems
Effective thermal control is essential in injection moulding. Integrated cooling channels within the mould regulate temperature during processing, promoting uniform cooling. This not only speeds up the cycle time but also helps reduce warpage and dimensional inconsistencies.
Ejection and Parting Line Considerations
Strategic placement of the parting line—the junction where the two halves of the mould meet—is critical to maintaining both the appearance and integrity of the finished component. In tandem, the ejection mechanism, such as ejector pins or plates, must be precisely engineered to ensure clean, damage-free part removal.
Air Venting and Flow Optimisation
To prevent defects like short shots or weld lines, venting systems are incorporated to allow trapped air to escape during cavity filling. Proper flow path design is also vital, and computer-aided flow simulations are commonly employed during development to refine runner layout and gate positioning.
Collaborative Tool Design
Our tooling engineers collaborate closely with clients during the early design phases, ensuring that each mould is developed with performance, reliability, and maintainability in mind—tailored precisely to the requirements of the part and production process.

We'll take care of it
Tool Maintenance
Regular maintenance is essential to maintain consistent accuracy and high part quality in injection moulding tools. Core maintenance tasks include:
- Thoroughly cleaning the tool after each production cycle
- Checking high-wear zones such as gates, runners, and ejector pins
- Replacing degraded or damaged components to prevent unplanned downtime
- Applying lubricant to moving elements to reduce friction
Consistent maintenance extends the operational lifespan of steel moulds, often enabling them to complete millions of production cycles.
FAQs
How long does it take to make a tool?
Once we receive the finalised CAD file, it takes approximately 12 to 16 weeks to complete.
How long does a tool last?
This depends on the material being used for the component (as some materials can be abrasive to the tool) as well as the type of metal the mould tool is made from. Over its lifetime, a tool will normally produce between 500,000 to 1,000,000 shots.
What is the minimum production run to make an injection mould tool viable?
Normally 5,000 pcs would be a minimum production run.
Can you match an existing colour of a product?
Yes. We offer a colour matching service which will identify an existing colour. We can also match most Pantone colours.
Is injection moulding the best way to make plastic components?
If you require small quantities of components (below 5,000 pcs) 3D printing might be more economical as there are no upfront costs, but the unit costs are higher. If you require 5,000pcs or more then Injection moulding will normally be more economical.
Do you ship to my country?
Yes. We ship orders worldwide.